ランチやってます。
おしながき
お寿司 親父が握る江戸前寿司です。
一品料理
6/27
更新
かぐや姫コースのご案内
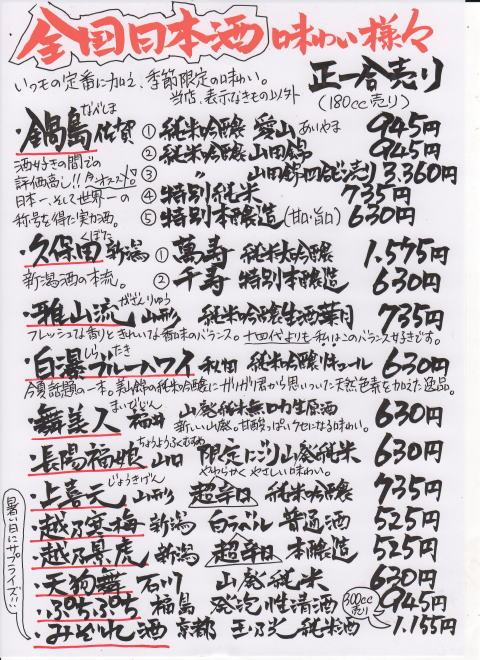
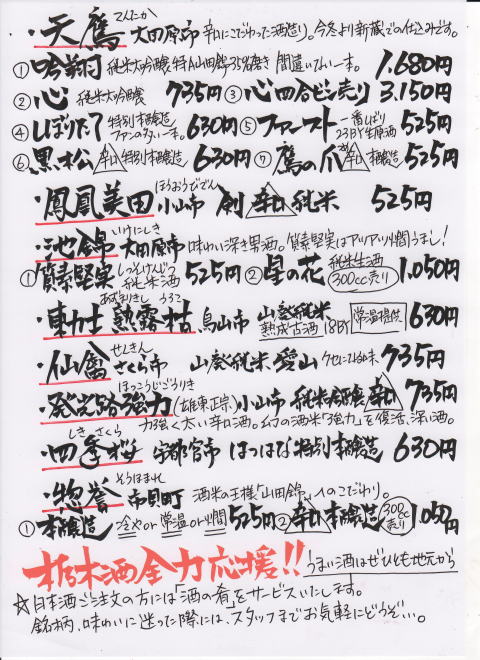
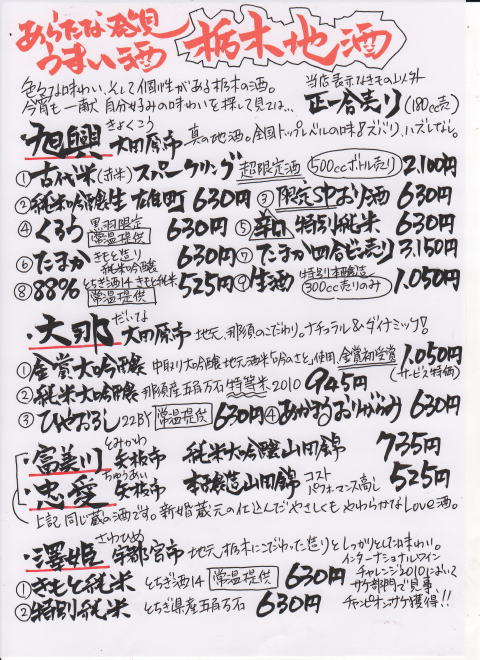
日本酒 9/2
更新
本格焼酎
9/2
更新
イベントのご報告 しずく会、次をやります!
第25回 しずく会報告
「俵寿司」から「たわら寿」へ
歴史 創業52年です。
アクセス 地図はコチラ。
ご予約ありがとうございます。
たわらのホームグラウンド 栃木県大田原市
ふるさと大田原
酒蔵めぐり
コミュニティ
たわら掲示板
メールはコチラです。
酒蔵めぐり
写真家 名智健二
若旦那スペース
■たわら三代目人生の味わい■ たま〜に更新
いらっしゃいませ。
2012/
/9/2
更新
あなたは
人目のお客様です。
日本酒